Inside the Rekluse Factory
Testimonials >>
Dec 31, 2019

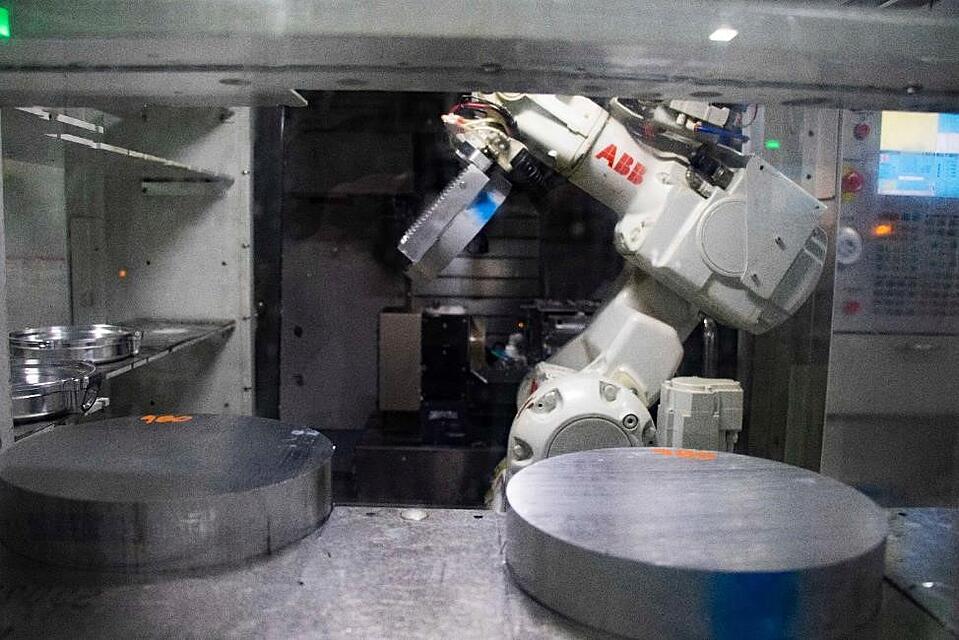
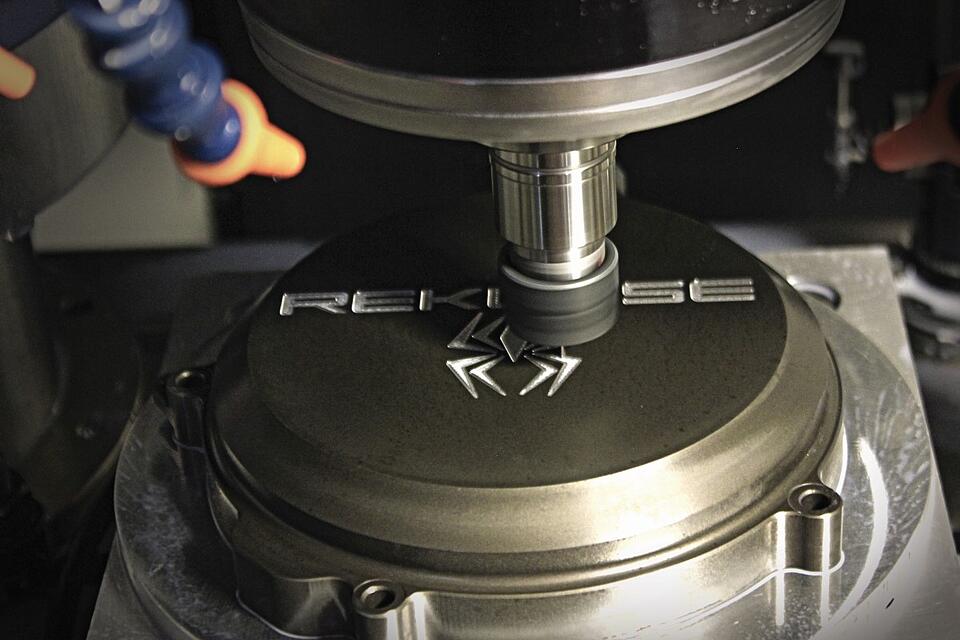
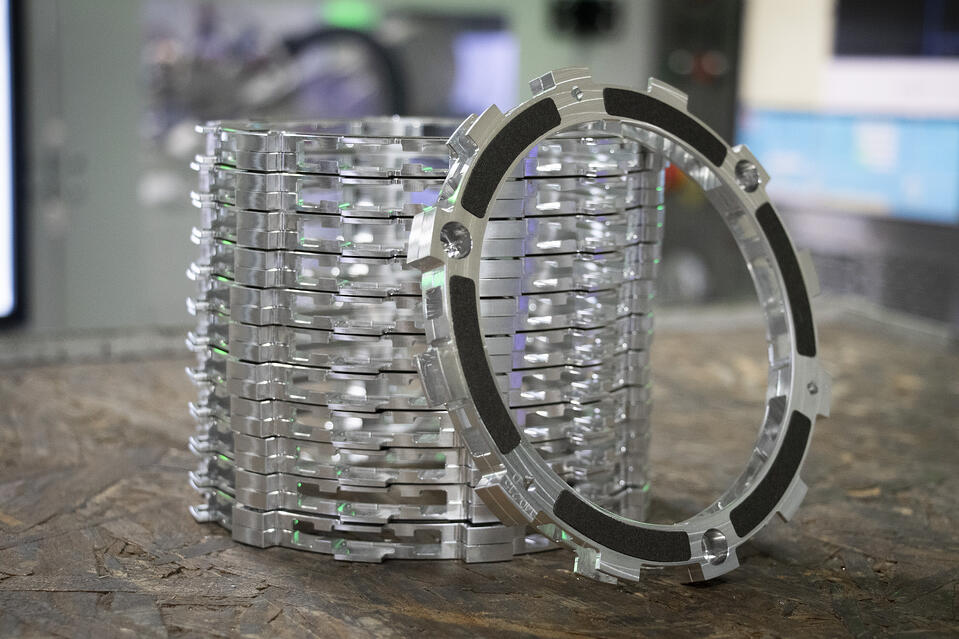
All Rekluse products are designed, manufactured, assembled and distributed under one roof in Boise, Idaho. Take a behind the scenes look at the journey a part takes from raw aluminum to product ready to be installed.
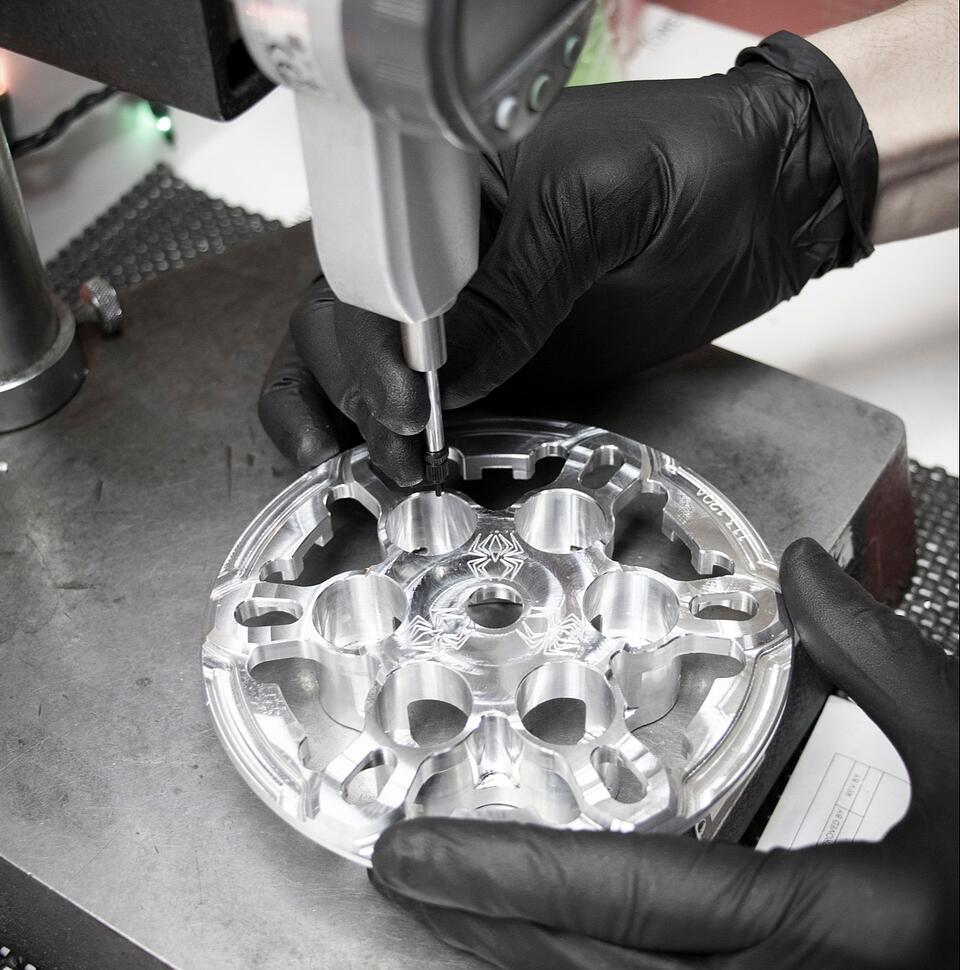
Each step of our production process is carefully managed by our team to ensure all our parts meet our high standards of quality and craftsmanship.













If you are ever in the Boise area, stop by and say hi and see the process for yourself! We're open 8-5 Monday - Friday.